
电话:0535-2383999
手机:13105287711
Email:lzqysj@126.com
地址:山东省莱州市开发区工业园
网址: www.lzqysj.com

云南橡胶衬板主要影响:整个体系风量损失过大,无法达到风量要求,并形成动力严重糟蹋。1、若不锈钢焊接风管体系采用组合式法兰风管,或许是咬口缝和法兰插条接缝处及孔洞缝隙处未用密封膏封严;管片下料咬口留量大于规范要求等。2、砖结构风道与金属风管衔接处未设预埋件或密封缝隙过大或衔接处不紧密。 应对办法:1、中压风管可采用按钮式咬口;高压风管或洁净体系风管四角处运用转角咬口缝或联合角咬口。2、不锈钢焊接风管咬口缝、无法兰插条接缝处及孔洞缝隙处,都须用密封膏封严,不得漏风。3、施工中按要求在砖、结构风道与金属风道衔接处设置预埋件,或要求土建单位配合进行堵封,保障衔接紧密。风管防腐处理时,应在上一道漆晾干后方可进行下一道防腐处理;严禁无证人员上岗施焊。管道式布风口是集风口、送风管道、静压箱、保温材料、风阀等功能为一体的*央空调末端送风系统。橡胶衬板公司不锈钢焊接风管计算风管尺寸:等阻尼法(等压法)是一种方便的计算法,适用于多种场合。

1、球磨机橡胶衬板与钢球的相互磨损:球磨机橡胶衬板与钢球都是易损件,在磨矿过程中,球磨机钢球与物料在筒体内做抛线下落运动,这时云南橡胶衬板与钢球、物料三者之间会相互发生撞击产生摩擦。在连续作业中,球磨机橡胶衬板和钢球会出现严重的磨损现象,这与物料的硬度有直接关系。物料的硬度越大,球磨机橡胶衬板和钢球的磨损速度越快,严重时可能造成设备损坏甚至引起安全事故。除此外,与球磨机钢球也有关,钢球的大小、钢球的多少,都会影响球磨机橡胶衬板的使用寿命。如果球磨机在运转过程中,增加钢球量或填充直径较大的钢球,都会加重球磨机橡胶衬板的磨损。2、球磨机橡胶衬板热处理工艺不合理:球磨机橡胶衬板热处理不合理,不仅会增加衬板磨损现象,还会影响衬板的屈服强度,造成球磨机螺栓在大剪切力作用下出现断裂现象。在实际作业中,工作人员缺乏对衬板材质的认识,对球磨机橡胶衬板热处理加工不足,所以球磨机橡胶衬板的强化作用不到位,强度低,在受到钢球和物料的撞击时,橡胶衬板公司常会出现塑性变形现象。3、球磨机橡胶衬板材质不合理:球磨机橡胶衬板材质与其热处理工艺是决定其衬板机械性能的关键,如果衬板材质选择不当会大幅度的降低其抗疲劳强度和寿命,不仅无法满足球磨机的作要求,甚至会出现塑变或起鼓。
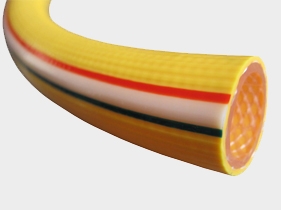
云南橡胶衬板是采用高耐磨橡胶生产的一种可以用来抽沙,吸沙的软管。常常用于喷沙行业、水泥、钢铁、矿产等行业应用,但是主要还是用在河道清淤、矿坑中矿浆的输送、挖沙取沙等行业中用来输送尖锐的颗粒状的固体或固液混合物。其产品结构是有着高耐磨层、增强水管层、骨架钢丝、外胶组成的,今天迈尔斯小编将给大家介绍耐磨吸沙橡胶管的应用领域。耐磨吸沙橡胶管在矿坑进行应用时,需要在矿坑里设置加装了抽沙泵的浮船,使用漂浮吸沙胶管与抽沙泵连接。浮船会随着水位的升降而上下浮,要求管体柔软性能好并且有很好的抗撕裂和抗曲挠性能。离岸的管线采用非漂浮吸沙胶管连接,直至矿浆输送的目的地。整体管线的分为两个部分,一部分是水面使用,一部分是岸上使用。此两种软管的主要原材料为高耐磨耐腐蚀性橡胶,并且管壁里面加入帘线增强层和钢丝骨架层以保证软管的抗压力和抗撕裂性。其连接方式为硫化法兰连接也就是法兰和软管为一个整体,不用担心法兰脱落的问题。水面使用的漂浮吸沙胶管。此种软管要求可以自浮在水面上,由于矿坑的落差比较大(100米)和输送的距离比较长,所以橡胶衬板公司的软管要有很高耐压力,根据测算设计压力为25公斤/平方厘米。要考虑到浮船会随水位的升降而上下移动和波浪引起横向位移。其内部结构与离岸使用的吸沙胶管一样,不同之处是在软管外面加装了浮体。

对于木工行业来说,很多使用商家都对生产橡胶衬板不陌生,这是用于木工雕刻机上的一款工业吸尘管,主要用来吸木屑、木灰等。目前市面上的木工吸尘管种类也是很多,在前几年,大分部家具厂采用的是两端带平口的PVC钢丝软管,而近几年 ,越来越多的企业替换掉便宜的PVC钢丝软管而更换成更加耐磨耐用的pu钢丝伸缩管,前者有些用几天或是一两月,后者有些用几个月或一两年,同样都是钢丝软管,为何使用寿命差距这么远呢?首先,在大家的印象中可能对于PVC软管很多都停留在气味很大很差的印象中,这种材质的软管在日常生活当中也经常用到,因为原材料本身非常便宜,所以生产出来的成品价格也很低,比如一条才十几块钱,想想PVC原料一般价位在8-15元一公斤,并且大部分商家不会用很贵的PVC原料,橡胶衬板公司这样生产出来的木工吸尘管气味非常的大,不仅仅是难闻,且很多的时候产品连环保都达不到。而目前更新换代的产品pu钢丝伸缩管想想一家大型的木工家具厂,一台昂贵的木工雕刻机上采用的是气味很臭的廉价的吸尘管,这得多影响整体的格调。

通风管道常用的生产橡胶衬板在加工过程中应该重点注意事项有哪几点:镀锌风管不得采用s形、c形直角和垂直接角的插头连接。1至5级洁净空气的风管不得使用卡扣式。风管的铆钉间距应小于100 mm,当空气净化等级为1~5级时,风管的铆钉间距应小于65 mm。镀锌风管加工前,应使用清洗液除去板表面的油污和灰尘。清洗液应为中性清洁剂,不损伤板表面,干燥后不产生粉尘,对人体无危害。通风管制作好后,用清洗液清洗。清洁后,白丝布清洁检查符合要求后,电木板应及时密封。彩涂钢管内壁应光滑,钢板加工时不得损伤涂层,损伤部位应涂环氧树脂。镀锌风管咬口接头、铆接接头、法兰翻边四角接头应按设计和清洗等级要求采用密封胶或其它密封措施进行密封。密封材料应采用异丁基橡胶、氯丁橡胶、改性硅胶等为基材。风管板接头密封面应位于风管壁正压侧。镀锌风管的生产场地应相对封闭,生产场地应采用不易产生粉尘的软材料铺设,镀锌风管应减少纵向接头、玻璃钢通风管、无横向接头。橡胶衬板公司加工连接螺栓、螺母、垫圈和铆钉应采用镀锌或其他防腐措施,不得采用抽芯铆钉。
生产橡胶衬板1.橡胶制品成型时,经过大压力压制,其因弹性体所俱备之内聚力无法消除,在成型离模时,往往产生极不稳定的收缩(橡胶的收缩率,因胶种不同而有差异) ,必需经过一段时间后,才能和缓稳定。所以,当一橡胶制品设计之初,不论配方或模具,都需谨慎计算配合,若否,则容易产生制品尺寸不稳定,造成制品品质低落。2.橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。橡胶因硫化物种类主体不同,其成型固化的温度范围,亦有相当的差距,甚至可因气候改变,室内温湿度所影响。因此橡胶制成品的生产条件,需随时做适度的调整,若无,则可能产生制品品质的差异。3.橡胶产品是由橡胶原料进行密炼机炼胶后制成的混炼胶作原材料,在炼胶时根据所需橡胶制品的特性而设计配方,并且定下所需要的产品硬度。产品制作成型由橡胶平板硫化机进行模压成型。产品成型后最后进行飞边处理,把产品表面处理光滑无毛刺。4.橡胶制品老化测试属于老化测试范畴,橡胶老化是指橡胶及制品在加工,储存和使用过程中,由于受到内外因素的综合作用引起性能结构发生改变,进而丧失使用价值的现象。橡胶衬板公司表现为龟裂,发粘,硬化,软化,粉化,变色,长霉等。球磨机使用橡胶衬板时应具备的条件:1、被磨物硬度。对于中硬以下的物料铁基合金与橡胶衬板差不多,对于中硬以上的物料橡胶衬板优越。2、采用橡胶衬板的温度一般为70℃—90℃,特殊情况下可达110—130℃。干磨时温度应低一些。3、给料粒度。对于球磨机一般一应大于20—25mm;对于自磨机因不加钢球故给料粒度可大一些。




