

无论在购买或使用过程中,优质橡胶钢丝管的质量都需要定期检查。在检查过程中,需要注意以下事项。1.高压橡胶软管的标准尺寸和实际误差:由于高压喷砂管的内径、外径和骨架层的外径都会发生晃动,如果晃动幅度超过允许极限,喷砂管接头的屈曲量的平衡就无法保证,喷砂管总成的质量也难以保证。因此,对于生产喷砂管总成选用的喷砂管,应严格检查骨架层的内径和外径是否满足要求,外径误差的要求可适当放宽。2、高压软管壁厚误差:由于高压喷砂管中橡胶层的局部疼痛以及骨架层之间高压喷砂管质检中心橡胶层搭接宽度的影响,喷砂管壁厚误差可能过大。如果壁厚误差超过允许范围,将会影响接头的密封性和拔出强度,甚至会导致软管组件接头的一些偏斜(倾斜头)。高压喷砂管质量检验因此,喷砂管壁厚误差应严格控制。一般情况下,应稳定选择壁厚误差超过0.5毫米的橡胶软管。3.高压橡胶软管各层之间的附着力:优质高压喷砂管应有突出的整体性,即高压喷砂管的质量检验应在各结构层之间有较高的附着力,各粘接层之间的附着力应成为一个整体性。只有这样才能适应接头安装和扣合过程中的各种技术要求,只有这样才能保证喷砂管总成用高压喷砂管的质量检验要求。因此,橡胶钢丝管公司有必要控制橡胶软管各层之间的粘合力不低于技术标准的规定,并且应尽可能选择具有高粘合力的橡胶软管来生产橡胶软管组件。

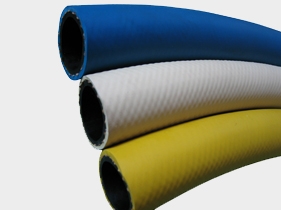
海口橡胶钢丝管产品的结构类型:喷砂胶管主要由耐液性内橡胶层、中间橡胶层、2或4或6层钢丝缠绕加强层和外橡胶层组成。内橡胶层具有使输送介质承受压力和保护钢丝不受侵蚀的功能,外橡胶层保护钢丝不受损伤,钢丝(0.3-2.0钢筋钢丝)层是加固的骨架材料。喷砂胶管产品的应用:高压喷砂胶管主要用于矿山液压支架和油田开采,适用于工程建设、起重运输、冶金锻造、采矿设备、船舶、注塑机械、农业机械、各种机床和各工业部门的机械和自动液压系统中输送一定压力(较高压力)和温度的石油基。(例如矿物油、可溶性油、液压油、燃料油、润滑油)和水基液体(例如乳液、油水乳液、水)等。和液体传输。工作耐压可达70-100兆帕。本企业喷砂胶管标准参照国标/T10544-03、DIN 20023、SaE100 R9-13标准。橡胶钢丝管公司由特殊合成橡胶制成,具有优异的耐油性、耐热性和耐老化性。橡胶软管承载压力高,脉冲性能优越。管体结合紧密,使用柔软,受压变形小。软管具有优异的抗弯曲性和抗疲劳性。喷砂胶管长20米,可根据需要在50米内制作。

优质橡胶钢丝管1.橡胶制品成型时,经过大压力压制,其因弹性体所俱备之内聚力无法消除,在成型离模时,往往产生极不稳定的收缩(橡胶的收缩率,因胶种不同而有差异) ,必需经过一段时间后,才能和缓稳定。所以,当一橡胶制品设计之初,不论配方或模具,都需谨慎计算配合,若否,则容易产生制品尺寸不稳定,造成制品品质低落。2.橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。橡胶因硫化物种类主体不同,其成型固化的温度范围,亦有相当的差距,甚至可因气候改变,室内温湿度所影响。因此橡胶制成品的生产条件,需随时做适度的调整,若无,则可能产生制品品质的差异。3.橡胶产品是由橡胶原料进行密炼机炼胶后制成的混炼胶作原材料,在炼胶时根据所需橡胶制品的特性而设计配方,并且定下所需要的产品硬度。产品制作成型由橡胶平板硫化机进行模压成型。产品成型后最后进行飞边处理,把产品表面处理光滑无毛刺。4.橡胶制品老化测试属于老化测试范畴,橡胶老化是指橡胶及制品在加工,储存和使用过程中,由于受到内外因素的综合作用引起性能结构发生改变,进而丧失使用价值的现象。橡胶钢丝管公司表现为龟裂,发粘,硬化,软化,粉化,变色,长霉等。球磨机使用橡胶衬板时应具备的条件:1、被磨物硬度。对于中硬以下的物料铁基合金与橡胶衬板差不多,对于中硬以上的物料橡胶衬板优越。2、采用橡胶衬板的温度一般为70℃—90℃,特殊情况下可达110—130℃。干磨时温度应低一些。3、给料粒度。对于球磨机一般一应大于20—25mm;对于自磨机因不加钢球故给料粒度可大一些。
1.海口橡胶钢丝管在使用时,必须先把胶管内壁的滑石粉吹除干净,防止焊割炬的通道被堵塞。在使用中应避免受外界挤压和机械损伤,不得将管身折叠。2.保存和使用胶管时必须注意维护,保持胶管的清洁和不受损坏。例如,避免阳光照射,雨雪浸淋,防止与酸、碱、油类及其他有机溶剂等能使胶管损坏的物质接触。存放温度为-15~40℃,距离热源应不少于1m。3.根据国家标准规定,氧气胶管为红色,工作压力容器为1.5MPa,胶管内径8mm,外径18mm;乙炔胶管为黑色,工作压力容器为0.3MPa,胶管内径8mm,外径16mm。4.气割操作需要较大的氧气输出量,因此与氧气表高压端连接的气瓶(或氧气管道)阀门应全打开,以便保证提供足够的流量和稳定的压力。防止低压表虽已表示工作压力,但使用氧气时压力突然下降,此时容易发生回火,并可能倒燃进入氧气胶管而引起爆炸。5.氧气胶管与乙炔胶管不得相互混用和代用,不得用氧气和胶管吹除乙炔胶管的堵塞物。同时应随时检查和消除焊割炬的漏气、堵塞等缺陷,防止在胶管内形成氧气与乙炔混合气。应该指出,国家标准规定的胶管颜色与国际标准(ISO)的规定(氧气胶管为黑色,乙炔胶管为红色)正好相反。同时与我国原部颁标准(HG4-605—66)氧气胶管为红色,乙炔胶管为绿色的规定也不同,而且1966年以前国产氧气胶管为黑色或绿色,乙炔胶管为红色。由此橡胶钢丝管公司引起供应部门和使用人员的认识和习惯不一致,容易发生胶管的混用和代用而造成事故。目前应强调按照国家标准的规定统一认识和使用,在使用进口设备的胶管时,应注意加以区别。




